Система автоматизированного управления САУ


Наличие:
3 шт.
Обновлено 13.04.2024. Наличие склада обновляется по субботам.
Цена:
Запросить КП
Серия:
E-mail для заявок: info@lizantan.com
Контактное лицо в Москве

руководитель отдела продаж с 2016 г.
Менеджер: Кузнецов Алексей
E-mail: zakaz@lizantan.com
Телефон: 8 (800) 511-09-43
Приём заявок: круглосуточно
Обработка заявок: 8:00-17:00 (будни)
Система автоматизированного управления САУ предназначена для управления технологическим процессом гальванопокрытия металлов:
- цинкования;
- фосфатирования;
- меднения;
- хромирования;
- никелирования и других покрытий.
Состав системы
В состав САУ входят:
- автоматизированное рабочее место оператора на базе ПЭВМ (АРМ оператора),
- шкаф устройства управления, включающее в себя:
- программируемый контроллер (ПЛК) К202 для управления техно- логическим процессом и контроля за его выполнением.
- графическую панель ввода и отображения информации К927, которая обеспечивает взаимодействие оператора с ПЛК устройства управления (функции АРМ оператора).
- электрошкаф с коммутационной аппаратурой, преобразователями сигналов.
Функциональные возможности
САУ обеспечивает выполнение следующих функций:
- формирование, автоматизированное ведение журнала событий с привязкой к системному вре- мени, ведение архива параметров, формирование информационных массивов о ходе технологического процесса для отображения на мониторе АРМ оператора;
- формирование, с использованием видеокадров АРМ и выдача на исполнительные устройства технологического оборудования управляющих воздействий;
- задание уставок регулирования времени цикла технологического процесса; ввод в систему с АРМ необходимой информации, не получаемой в процессе измерений;
- обеспечение защиты от несанкционированного доступа в программное обеспечение АРМ и ПЛК при помощи паролей;
- контроль температуры химического раствора в ваннах и поддержание ее в заданном диапазоне;
- контроль уровня химического раствора в ваннах;
- контроль и регулирование тока источника питания по каждой ванне;
Набор реализуемых функций САУ зависит от технологического процесса гальванопокрытия, состава датчиков и исполнительных механизмов в линии.
Процесс управления САУ линией гальванопокрытий из следующих этапов:
- выбор режима работы (автоматический, ручной, наладочный);
- подготовка линии для работы по выбранному техпроцессу гальванопокрытий из хранимого в памяти списка предварительных настроек;
- самодиагностика линии перед каждым пуском в автоматическом режиме с целью определения расположения барабанов на позициях, записи положения барабанов в память ПЛК, проверки работы датчиков положения автооператора;
- пуск линии и контроль хода выполнения выбранной программы гальванопокрытия;
- завершение работы текущей программы, с возвратом всех барабанов на исходные позиции и автооператоров на стартовые позиции;
- остановка линии при возникновении аварий с запретом движения автооператоров и подъемников.
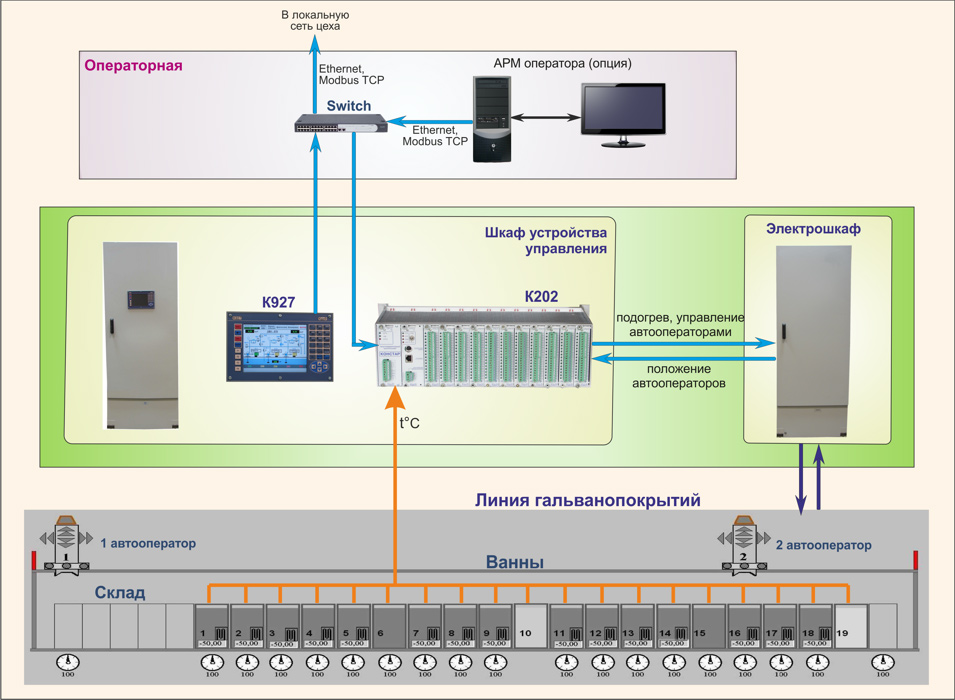
Структурная схема САУ ТП ЛГП
|
Наименование параметра |
Характеристика |
|
|
Количество каналов в САУ* |
Входные дискретные сигналы |
80 |
|
Выходные дискретные сигналы |
80 |
|
|
Входные аналоговые сигналы (ТСМ, ТСП, 0-20мА,0-10В) |
36 |
|
|
Интерфейсные каналы связи |
RS485 (Modbus RTU), Ethernet (Modbus TCP) |
|
|
Диапазон рабочих температур, °С:
|
от +5 0С до +50 0С от минус 40 до +500С |
|
|
Средний срок службы |
не менее 10 лет |
|
|
Гарантийный срок |
3 года |
|
* Количество каналов определяется количеством ванн в линии, составом датчиков, коммутационной аппаратуры в линии и может быть расширено или уменьшено.
|
Наименование параметра |
Количество |
Характеристика |
|
Сигнализатор наличия барабана с деталями в ванне |
1 |
«сухой контакт» |
|
Сигнализатор подхода автооператора к ванне – слева, справа |
2 |
«сухой контакт» |
|
Сигнализатор останова автооператора над ванной |
1 |
«сухой контакт» |
|
Сигнализатор уровня в ванне – верхний, нижний |
2 |
«сухой контакт» |
|
Контроль температуры химраствора |
2 |
ТСМ, ТСП |
|
Нагрев химраствора |
1 |
ТЭН |
|
Контроль тока источника питания ТЭНов |
1 |
Датчик тока с выходом 0-20мА; или 0-10В |
Точное количество контролируемых параметров в ванне определяется техпроцессом.
Констар

АО «КОНСТАР» разрабатывает и производит программируемые контроллеры, средства автоматизации, телемеханики, АСУ ТП. Продукция АО «КОНСТАР» применяется в различных отраслях промышленности, а также на предприятиях непромышленной сферы.
Продукция АО «КОНСТАР» имеет высокий уровень метрологического обеспечения и может поставляться по условиям заказа с ведомственной или государственной метрологической аттестацией.
- курьерская доставка: +1 день;
- отгрузка складских позиций в течении 1 дня после оплаты.
|
Деловые линии |
||
|
Масса |
1-20 кг |
21-40 кг |
|
Сроки |
4 дня |
4 дня |
|
Стоимость |
550 руб. |
750 руб. |
|
Почта России |
||
|
Масса |
1-20 кг |
21-40 кг |
|
Сроки |
1-2 дня |
1-2 дня |
|
Стоимость |
от 310 руб. |
от 1000 руб. |
|
СДЭК |
||
|
Масса |
1-20 кг |
21-40 кг |
|
Сроки |
1-2 дня |
1-2 дня |
|
Стоимость |
350 руб. |
450 руб. |
|
ПЭК |
||
|
Масса |
1-20 кг |
21-40 кг |
|
Сроки |
2 дня |
2 дня |
|
Стоимость |
780 руб. |
780 руб. |
|
DPD |
||
|
Масса |
1-20 кг |
21-40 кг |
|
Сроки |
2-3 дня |
2-3 дня |
|
Стоимость |
от 250 руб. |
от 290 руб. |
* - стоимость доставки ориентировочная, точную стоимость рассчитает менеджер при подтверждении заказа.
Более подробная информация - здесь.
Юридические реквизиты
- Сокращенное наименование организации: ООО «Лизантан»
- Полное наименование: Общество с ограниченной ответственностью «Лизантан»
- Юридический адрес: г. Белгород, ул. Николая Чумичова, д. 38, оф. 211
- ИНН: 3123430954
- КПП: 312301001
- ОКПО: 24535591
- ОКАТО: 14401370000
- ОГРН: 1183123002160
